结构特点
随着自动化控制水平的逐步提高,对生产中蒸汽调节的稳定性和快速性的要求也在逐步提高,传统的二次仪表已无法满足现有的控制需求。主要表现在:
1)、过程自动化程度低,信息采集和反馈仍采用传统的二次仪表,致使数据采集缓慢、调节滞后,降低了系统运行的稳定性。
2)、仪表内部信息储存量小,采集的压力、流量等数据无法长期保存,不便于日后生产工作的历史查询和分析。
3)、系统可靠性低,需要配专人负责该系统的运行,造成了人工成本的上升;
- 鉴于以上三点,通过采用PLC(可编程控制器)控制系统,解决当前存在的问题。
2)、减温减压PLC控制系统的特点及组成:
PLC在现代工业控制领域中早己得到了广泛的应用。以PLC的控制功能而言,具有严谨、方便、易编程、易安装、可靠性高等优点。它通用性强,适应面广,特别在数字量输入/输出等逻辑控制领域有无可比拟的优点。PLC具有丰富的逻辑控制指令和高级应用指令,它提供高质量的硬件、高水平的系统软件平台和易学易编程的应用软件平台。另外,PLC即有自身的网络体系又有开放I/0及通讯接口,很容易组建网络并实现远程访问。
主要性能指标
系统实现了整套装置的自动控制和监控,减温减压PLC控制系统主要包括如下功能:
1)、过程控制的功能:
①、系统对设备入口、出口的压力和温度实现了简单、方便的参数设定,压力调节阀和给水调节阀的压力及温度设定值、P、I、D等参数可以在上位机中设定。系统经过西门子S7-200/S7-300系列或研华工控机运算后输出模拟(开关)控制信号控制压力调节阀或给水调节阀,达到设备出口蒸汽压力和蒸汽温度的稳定及快速响应。控制系统可以实现上位机操作、控制柜触摸屏操作和就地手动操作;
②、对所采集的模拟信号进行线性化、滤波、工程单位转换处理;
③、实现了流量信号的温、压补偿,提高了仪表的测量精度;
2)、减温减压PLC控制系统稳定的供电:
控制柜2路220V交流供电,并配有施耐德双电源自动切换开关,可在一路供电故障情况下2秒内切换备用电源供电;另备有山特在线式,可在系统断电后为控制系统及调节阀执行期提供一定时间的供电保障,完全可以应对紧急情况的发生。
3)、减温减压PLC控制系统报警功能:
当压力超过工艺要求,可在现场、就地实现高、低限压力报警;
4)、逻辑控制:
联锁逻辑控制实现开关的控制,逻辑控制及用户自定义功能块等。系统实现了电磁阀控制以及参数越限报警等功能。
5)、权限设定:
可划分科学的分级操作流程,包括操作员级(只能查看数据及报表,无法修改参数),班组长级(可以修改设定值),管理员级(可以修改参数,赋予权限,退出系统)。
6)、人机接口
HMI系统中包含主工艺画面,各系统送气压力、流量,供气压力调节等多幅画面,画面直观、丰富,具备在线调节、在线显示调节曲线功能,包括过程量变化趋势的实时趋势曲线、历史趋势曲线。
7)、现场显示:
现场采用西门子、ntouch、台达等行业领先企业出品的触摸屏进行参数显示、控制,触摸屏程序由组态软件来完成,人机界面采用中文菜单,界面友好,操作方便,功能较强,主要用于现场压力、流量、阀位的显示与操作。可作为操作人员现场操作的依据。
8)、通讯及总线:
系统支持多种通讯及总线协议进行通讯,包括TCP/IP、RS232/485、ProfiBus-DP、HSE(高速以太网)等等。可通过扩展模块(如模块、以太网通讯模块等)将现场信号远传至上位机或中控室,实现与DCS系统、FCS系统之间的无隙连接。在办公室、控制室就可对现场情况一目了然。
9)、报表打印:
以报表形式绘制报警记录、历史记录画面,调节间数据报表。实时趋势曲线和历史趋势曲线可随意设定时间段,打印在线趋势,历史趋势曲线。
10)、其他功能:
针对某些工厂间歇用汽的工况,传统的仪表控制无法满足用户自动化生产的需要,我公司况开发出一整套有自动暖管,自动切断蒸汽,自动投入使用功能的带控制的减温减压站。
采用该系统的意义
1)、计算机化管理使得系统信息储存量大,数据采集与反馈及时、准确,系统的生产数据可实现长期保存,有利于生产数据的历史查询和故障的及时排除;
2)、该系统投入运行后,通过计算机显示与控制,提高了过程自动化的程度,可实现无人调节操作,减少了操作环节,降低了运行成本,使系统的管理和控制上了一个新台阶。
3)、在控制回路相对复杂的环境中,该系统可实现多点联锁控制,保证系统的稳定性、安全性和可靠性。这是普通常规仪表不能满足的。
产品系列图
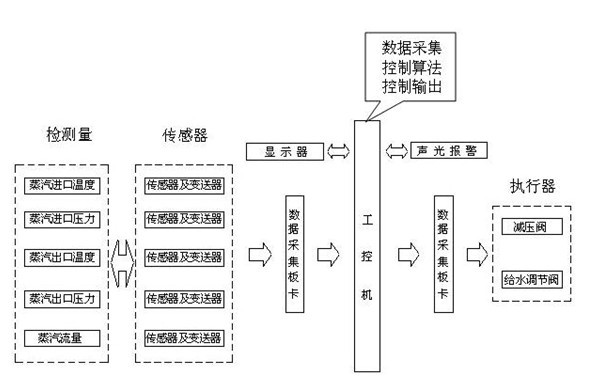
减温减压PLC控制系统组成如图所示
|